BACK
Centrifuge System
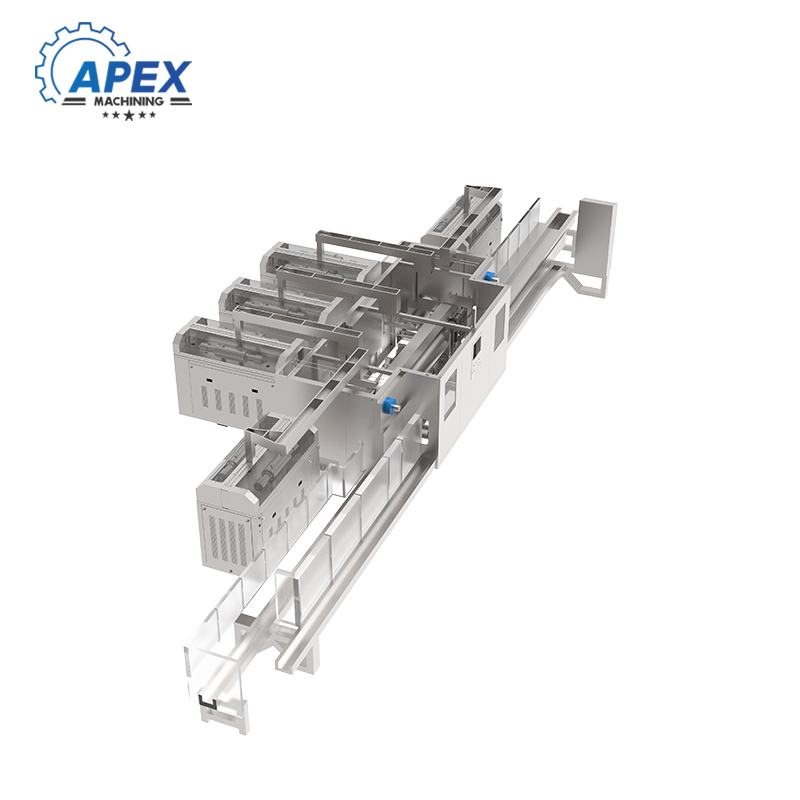
The centrifuge system is the core power equipment for biopharmaceutical separation and purification, achieving efficient separation through precise control, biocompatible design and automated architecture. Its rotor and chamber are made of stainless steel and mirror polished, and the surface roughness meets biosafety standards. The system supports multiple biological processes, and the modular design is adapted to different processing scales.

Centrifuge System: Core Powerhouse for Biopharmaceutical Separation and Purification
In the intricate workflows of biopharmaceutical manufacturing, centrifuge systems serve as critical separation equipment, performing essential tasks such as cell harvesting, microbial biomass collection, protein precipitation, and solid-liquid separation. They provide robust technical support for the efficient production of biologic, including antibody drugs, vaccines, and recombinant proteins. With precise centrifugal force control, biocompatible design, and automated architecture, these systems act as a central hub bridging upstream cultivation and downstream purification processes.
High-Efficiency Separation Preserves Sample Integrity
Centrifuge systems leverage centrifugal force fields to rapidly separate solids from liquids, liquid phases, or components of varying particle sizes based on density differences under controlled rotational speeds. The rotors and chambers are constructed from pharmaceutical-grade stainless steel with mirror-polished surfaces, ensuring compliance with biosafety standards to minimize sample adhesion, residue, and nonspecific adsorption of biomolecules. During operation, an intelligent temperature control system maintains low-temperature conditions, inhibiting enzymatic degradation or protein denaturation, thereby safeguarding thermosensitive biological samples. Advanced dynamic balancing technology reduces operational vibrations, ensuring process stability, repeatability, and batch-to-batch consistency.
Modular Design for Versatile Bioprocess Compatibility
To meet demands spanning lab-scale trials to large-scale production, centrifuge systems offer flexible configurations. Their open architecture enables rapid interchange of rotor types, accommodating processing scales from 50 mL centrifuge tubes to cubic-meter industrial vessels. This versatility supports diverse applications, including primary clarification of cell culture broths, concentration of microbial biomass, and density gradient separation of viral vectors. An automated control system allows precise adjustment of speed, temperature, and runtime parameters. Users can pre-program protocols tailored to specific sample characteristics, enabling intelligent operation and reducing process optimization cycles.
Compliance-Driven Engineering Ensures Quality and Safety
The system adheres strictly to camp standards, featuring sanitary quick-connect fittings and CIP (Clean-in-Place)/SIP (Sterilize-in-Place) capabilities to eliminate cross-contamination risks. A fully enclosed chamber integrates pressure and liquid-level sensors for real-time monitoring, triggering safety protocols to prevent leaks or overloads. Comprehensive data traceability records critical parameters for each centrifugation cycle, providing complete electronic audit trails to meet stringent industry quality requirements. Compact, low-noise designs align with clean room standards, ensuring seamless integration into production lines.
A Trusted Partner in Biopharmaceutical Separation
From solid-liquid separation of upstream cell culture harvests to impurity removal in downstream purification, centrifuge systems deliver reliable efficiency and gentle handling, becoming indispensable to biopharmaceutical workflows. They balance separation speed with sample protection, rapidly enriching target components while preserving biomolecular activity—foundational to large-scale antibody production and high-yield vaccine manufacturing. Their modularity and intelligence further enable seamless R&D-to-production transitions, accelerating process scalability.
Advancing Biopharmaceutical Innovation
With biocompatible engineering, high-performance separation, and compliance-focused design, centrifuge systems stand as core equipment in biopharmaceutical purification. By prioritizing sample-specific needs and harmonizing speed, protection, efficiency, and regulatory compliance, they deliver reliable solutions for processing complex biological matrices. Whether in lab-scale process development or industrial-scale applications, these systems empower biopharmaceutical companies to streamline workflows, ensure product quality, and accelerate the translation of antibodies, vaccines, and other biologic from research to real-world impact.
In the rapidly evolving biopharmaceutical landscape, centrifuge systems redefine separation science through precision engineering and biological sensitivity. Their role extends beyond equipment—they are strategic enablers of therapeutic innovation, driving breakthroughs in precision medicine and reinforcing their critical position in the future of global healthcare.

 Whatsapp
Whatsapp