Datetime:2025-10-24
When medical surgeries require micro-tweezers with 0.01mm precision, or when aircraft engines rely on twisted blades that can withstand temperatures of 1600°C—demands that traditional machining technologies find daunting—are now easily met by five-axis CNC machining. As a core technology for high-precision manufacturing, it not only redefines the precision boundaries of part production but also becomes the key to breaking through production capacity and quality bottlenecks in high-end sectors like medicine and aviation.
Say goodbye to multiple clamping: Why is five-axis machining more efficient than traditional technologies?
Traditional three-axis CNC machining only allows for movement in three directions: up and down, left and right, and front and back. For parts with complex curves and multi-directional holes, 3-5 clamping adjustments are often required. This not only increases machining cycles (for example, traditional machining of an aircraft blade takes 20 days), but also makes it difficult to achieve part accuracy standards due to slight deviations in each clamping (often exceeding 0.05mm). Five-axis CNC machining, in addition to three-axis machining, adds "X-axis rotation (A-axis)" and "Z-axis rotation (C-axis)" capabilities, effectively giving the machine tool "flexible hands." This allows the tool to approach the part from any angle, achieving "one-clamp, complete machining." For example, the spherical structure of an artificial joint eliminates the need for segmented cutting; the tool can be seamlessly machined directly through circular rotation. This not only reduces machining cycles by 30%-50%, but also maintains a stable error tolerance of ±0.005 mm (approximately 1/12 the diameter of a human hair), perfectly meeting the precision requirements of high-end applications.

Two Core Scenarios: How Does Five-Axis Machining Address Industry Pain Points?
Medical Precision Parts: "Micron-Level Guarantee" to Protect Life
Medical parts, such as artificial joints and neurosurgical instruments, require not only high precision but also biocompatibility and surface smoothness. A medical device manufacturer previously used three-axis machining for artificial joints. Due to "joint marks" on the spherical surface, patients experienced pain when walking after surgery, resulting in a pass rate of only 70% and a monthly waste of 100,000 yuan in raw materials. After introducing five-axis machining:
Aerospace Precision Parts: A Manufacturing Tool for Withstanding Extreme Environments
Aircraft engine blades must operate reliably under high temperatures and high pressures. Traditional machining methods struggle to maintain the precision of twisted surfaces and internal cooling holes. Previously, blade processing at an aviation parts manufacturer required three clamping steps and five operations, resulting in cooling hole positioning errors often exceeding 0.1 mm and a 15% return rate. After adopting five-axis machining:

Technical Confidence: The "Precision Code" of Five-Axis Machining
To consistently produce high-precision parts, five-axis machining relies on a comprehensive chain of "equipment + process + testing." For equipment, imported machine tools from Germany's DMG and Japan's FANUC are used, with spindle speeds reaching 15,000 rpm and positioning accuracy of ≤0.003 mm. Specifically tailored tools and cutting parameters are used for difficult-to-cut materials such as medical ceramics and aviation high-temperature alloys. For testing, full-size verification is performed using a three-dimensional coordinate measuring machine (with an accuracy of 0.001 mm). Medical parts undergo additional biocompatibility testing, while aviation parts undergo high-temperature strength testing, ensuring 100% product quality.

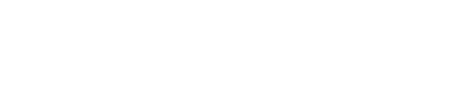
Precision Metal Transmission Drives Industrial Energy
Bearing seat for lifting rod

Eccentric gear for lawn mower

Medical testing side panels

Analysis of eccentric gears for lawn mowers

Large valve industrial gear
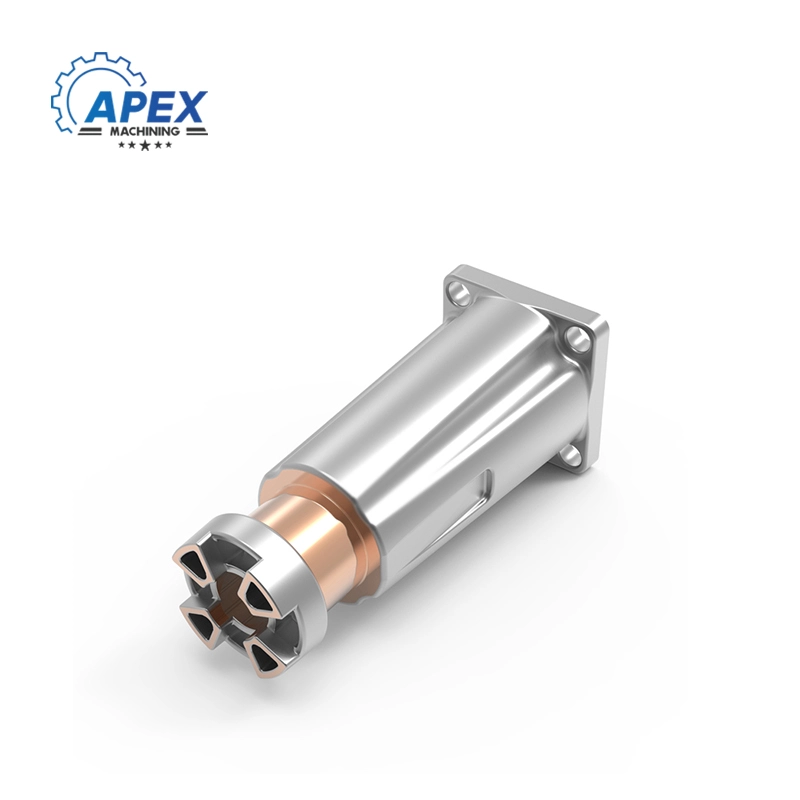
Blue anodized parts
Centrifuge Handle Seat CNC Manufacture
Print head core - laser printer parts

Inkjet printer bottom plate

 Whatsapp
Whatsapp



