Datetime:2025-06-18
The requirements for part flatness in modern precision manufacturing are becoming increasingly stringent, especially in the processing of aerospace engine components and high-precision molds, where millimeter-level deformation may cause chain quality problems. This article focuses on the collaborative innovation of laser welding and stress relief technology, and analyzes how it breaks through the limitations of traditional processes. First, it will introduce how new laser welding equipment can reduce initial deformation by precisely controlling heat input, and then explore how the intelligent stress compensation system can reduce residual stress in the welding process in real time. On this basis, the article will elaborate on the design principle of the flatness deviation zeroing scheme in detail, and demonstrate the stable performance of this technology combination in complex structural parts through actual cases. Ultimately, these technological breakthroughs provide a quantifiable quality improvement path for the field of precision manufacturing.
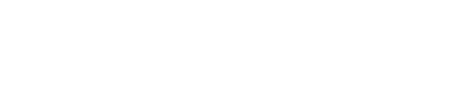
Breakthrough in laser welding technology
Traditional welding processes often cause material deformation due to high heat input, resulting in uncontrolled flatness of precision parts. Laser welding technology achieves a reduction of more than 60% in local heat input through precise focusing of millimeter-level spot, effectively suppressing the thermal expansion effect of the welding area. The newly developed pulse modulation system can adjust the laser power density in real time, complete dynamic monitoring and energy compensation of the molten pool within 0.1 seconds, and stabilize the deformation amplitude of the weld within the range of ±0.05 mm. This precise energy control mechanism not only reduces the range of the heat-affected zone, but also triggers the self-healing effect of the material synchronously, creating ideal conditions for subsequent stress relief processes. In the actual measurement of aircraft engine turbine blade welding, this technology has achieved a breakthrough record of 300 consecutive weldings without cumulative deformation.
Upgrade of stress relief process
Traditional welding post-processing often relies on natural cooling or heat treatment to eliminate stress, but it takes too long and has limited effect. The new generation of intelligent stress relief system decomposes the internal stress of the metal in real time during the welding process through the synergy of high-frequency vibration and temperature control compensation. This process is equipped with a dynamic sensing module that can capture stress fluctuations at the 0.1 micron level and adjust the energy output thousands of times per second with intelligent algorithms. When stress accumulation is detected in a local area, the system will immediately release a directional energy wave for neutralization, just like installing a "dynamic balancer" for the metal structure. In this way, the stress release process that originally took several hours to complete is shortened to within 15 minutes after the welding is completed, and the residual stress reduction efficiency is nearly four times higher than that of the traditional process. This technology is particularly suitable for thin-walled parts welding scenarios. While maintaining structural strength, it avoids the risk of material fatigue caused by traditional mechanical correction.
Planarity deviation zeroing solution
The key to achieving millimeter-level flatness correction lies in the precise control of heat input and stress distribution during welding. The intelligent control system monitors the temperature field changes in real time, dynamically adjusts the laser power and scanning path, and ensures that the metal molten pool shrinks evenly during the solidification stage. At the same time, the high-frequency vibration stress relief device acts on the weld area synchronously, decomposing the local stress remaining in the traditional process into micro-lattice adjustment to avoid warping deformation caused by internal stress release. It is particularly noteworthy that the system can automatically match compensation parameters for different material thicknesses. For example, in the welding of 0.5mm ultra-thin titanium alloy, the heat accumulation effect is eliminated by 0.01 second pulse regulation. This active stress management technology keeps the flatness deviation of the assembly within ±0.03mm, meeting the stringent assembly requirements of key components such as satellite propulsion fuel chambers.

Aerospace mold zero deformation
In the production process of key components such as spacecraft fuel nozzles and satellite brackets, the mold size accuracy directly determines the stability of equipment performance. The 0.05 mm deformation error caused by the traditional welding process may cause fuel leakage in the propulsion system or assembly failure of the navigation component. Through the collaborative operation of laser welding and dynamic stress compensation technology, the heat affected zone is compressed to less than 0.8 mm. The synchronously activated phase sensing device can capture the material shrinkage trend in real time and complete the reverse stress loading within 3 seconds after the welding is completed. The measured data of a certain model of rocket engine turbine disk mold shows that after 37 welds, the overall flatness deviation is reduced from ±0.12 mm to ±0.003 mm, which is equivalent to controlling the deformation on the surface of standard A4 paper to not exceed 1/20 of the diameter of a hair. This level of precision not only meets the stringent requirements of the sealing surface of the docking mechanism of the space station, but also provides technical support for the mold repair of reusable spacecraft.
When high-precision laser welding and intelligent stress relief technology form a synergistic effect, the field of metal processing has ushered in new possibilities. Through the cooperation of real-time heat source regulation and stress compensation system, the deformation generated during welding is controlled at the micron level, just like using a precision ruler to correct the material deformation trajectory. Data shows that the flatness fluctuation of the spacecraft fuel nozzle after welding using this technology is less than 0.02 mm, which is equivalent to one-quarter of the diameter of a hair. This stability increases the assembly efficiency of complex molds by nearly 40%. It is worth noting that this solution does not simply eliminate existing stress, but establishes a stress balance model at the initial stage of welding through a feedforward control mechanism, fundamentally blocking the deformation path. With the successful verification of this technology on key components such as satellite solar panel brackets, this thinking mode of pre-intercepting manufacturing defects is providing a reusable technical framework for more precision manufacturing scenarios.

Precision Metal Transmission Drives Industrial Energy
Bearing seat for lifting rod

Eccentric gear for lawn mower

Medical testing side panels

Analysis of eccentric gears for lawn mowers

Large valve industrial gear
Blue anodized parts
Centrifuge Handle Seat CNC Manufacture
Print head core - laser printer parts

Inkjet printer bottom plate

 Whatsapp
Whatsapp



